






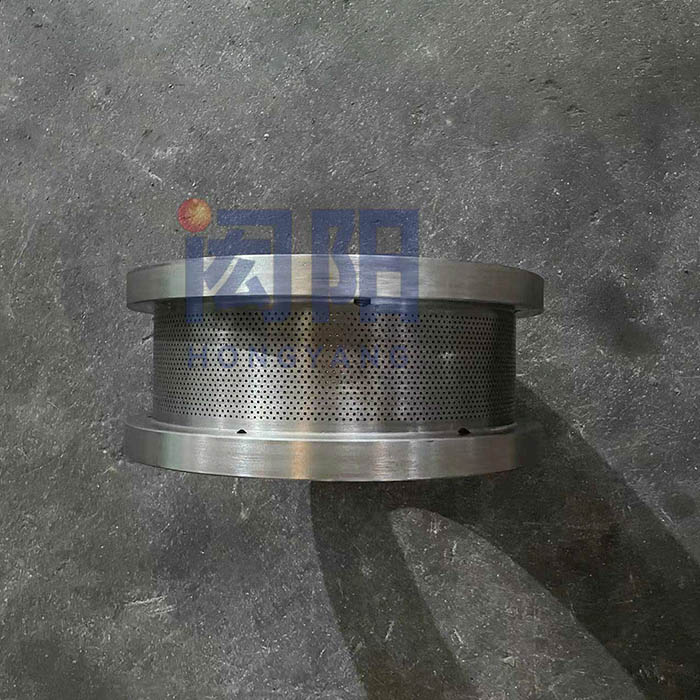
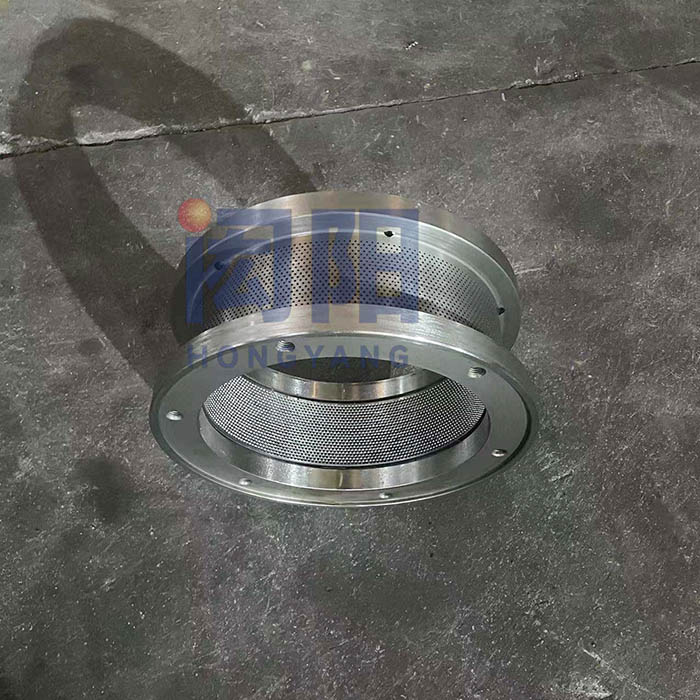
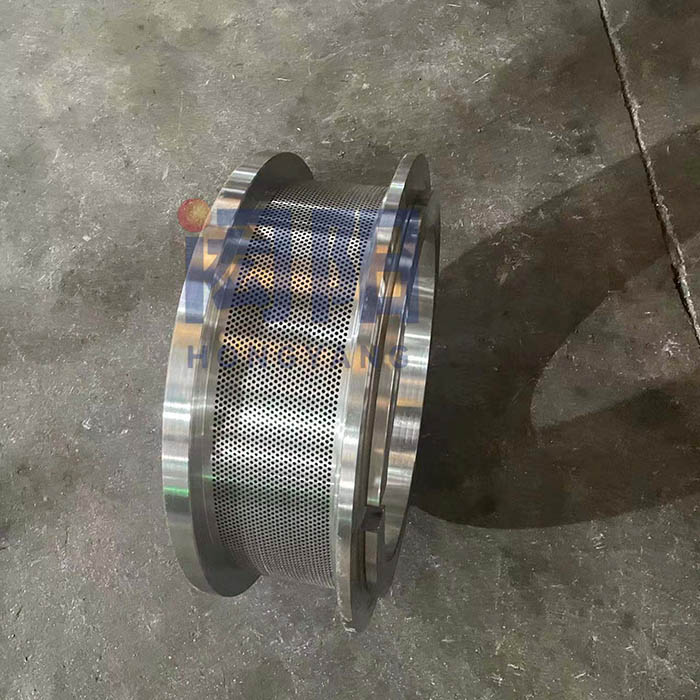
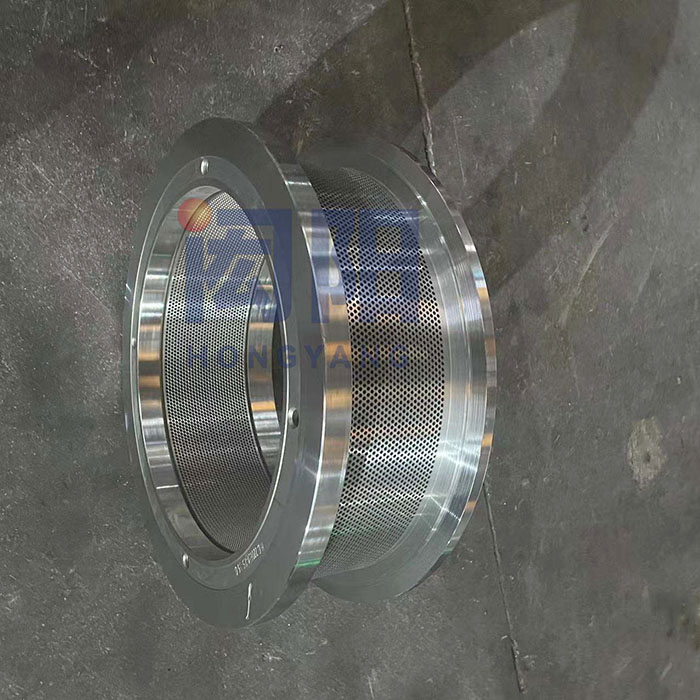
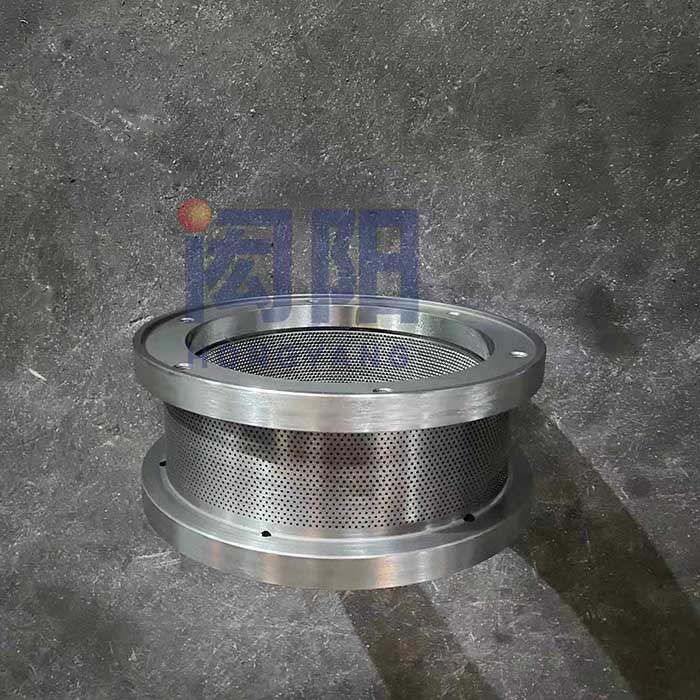
Matriz de anillo de pellets de alimentación HUAMU HKJ 250
Características del producto
1. Seleccionar palanquillas desgasificadas y refinadas fuera del horno de alta calidad.
2. El molde adopta un taladro de pistola importado y un taladro de grupo de múltiples estaciones, el orificio del molde se forma de una sola vez, el acabado es alto, la apariencia de la alimentación producida es hermosa, el rendimiento es alto, el material se descarga suavemente y las partículas se forman bien.
3. El molde adopta el proceso de tratamiento combinado de horno de vacío americano y horno de enfriamiento continuo, que tiene un enfriamiento uniforme, buen acabado superficial y alta dureza, lo que garantiza el doble de vida útil.
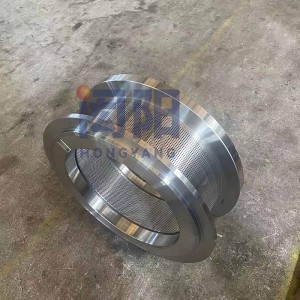
Exhibición del producto
Desde 2006, nuestra empresa se ha dedicado a la producción de plantas químicas profesionales para moldes de anillos. Los moldes producidos son aptos para pollo, pato, pescado, camarones, virutas de madera, materiales compuestos, etc., y se encuentran actualmente en una etapa avanzada de desarrollo tecnológico. Nuestra empresa utiliza máquinas perforadoras CNC de cinco ejes para moldes de neumáticos, taladros de cuatro cabezales y biseladoras CNC para moldes de anillos.
Los modelos básicos de matrices de anillo fabricados por la empresa son: 200-600; se pueden pedir todos los tipos de matrices de Zhengchang, Muyang, Shende y CPM.

Resolviendo bloqueos
Si el anillo de matriz se bloquea durante la producción de pellets, es necesario retirarlo de la máquina y limpiarlo.
1. La forma más común es utilizar un taladro eléctrico para obstruir el avance en el orificio de la matriz.
2. Si el diámetro del molde anular bloqueado es inferior a 2,5 mm, se puede sumergir en agua y calentar. El material dentro del orificio del molde se expandirá lentamente y saldrá debido al mayor tiempo de cocción, dejándolo suelto. Después de uno o dos días de cocción, raspe el material que sobresale, coloque el molde anular en el granulador para moler y presione para extraer el material residual del orificio.
3. La obstrucción de la matriz anular de pequeña apertura también se puede usar para calentar la matriz con aceite caliente, de modo que el material en el orificio de la matriz, al coquearse a alta temperatura, se reduzca y luego se purgue. Práctica específica: Prepare un recipiente metálico más grande que la matriz anular, coloque la matriz anular en él, agregue aceite n.° 15 y sumérjalo sobre la superficie de la matriz; caliente el aceite durante aproximadamente 6 a 8 horas, hasta que apenas burbujee.
RelacionadoPRODUCTOS
-

Matriz de anillo Buhler para molino de pellets
-

Serie CPM: matriz anular para peletizadora
-

Anillo de matriz para pellets de alimentación SZLH535
-

Matriz de anillo de pellets de alimentación HUAMU HKJ 250
-

Matriz Andritz PM717 de anillo
-

Matriz de anillo de pellets
-

Repuestos para matriz de anillo OGM para peletizadora
-
EVENTOS
-
Categoría de producto
-
Contáctenos
-
 TEl: +86 18851202909
TEl: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, ciudad de Liyang, provincia de Jiangsu, China
NO.201 Zhengchang Road, Kunlun Street, ciudad de Liyang, provincia de Jiangsu, China -
 Correo electrónico : hy.ringdie@outlook.com
Correo electrónico : hy.ringdie@outlook.com
-
-
Redes sociales






Productos populares - Mapa del sitio - AMP Móvil
Matriz de anillo para molino de pellets, Matriz de anillo de pellet de alimentación, Matriz de anillo para máquina de pellets, Matriz de pellets, matriz de anillo, Matriz de anillo de pellets,